




Немного о протяжках …
Нас часто спрашивают « чем Вы занимаетесь? Что это у Вас за производство такое?!» "Что такое протяжка?"
Мы решили рассказать немного о производимом нами таком инструменте как ПРОТЯЖКА, используемого при металлообработке в массовом и мелкосерийном производстве.
Краткие технические сведения
Протяжка – многозубый инструмент, используемый для обработки внутренних или наружных поверхностей металлических заготовок. Срезание слоёв материала происходит при поступательном движении, в результате чего обеспечивается заданная точность и шероховатость. Высокая производительность данной оснастки объясняется большой длиной режущих кромок.
Таблица классификации по некоторым признакам:
|
назначение |
форма |
конструктивное исполнение |
особенность обработки |
схема резания |
|
для обработки внутренних поверхностей |
круглые |
цельные |
однопроходные |
профильная (обыкновенная) |
|
шлицевые |
||||
|
шпоночные |
||||
|
гранные |
||||
|
винтовые |
прогрессивная (групповая) |
|||
|
для обработки наружных поверхностей |
плоские |
сборные (составные) |
многопроходные (комплектные) |
|
|
ступенчатые |
||||
|
угловые |
||||
|
пазовые |
генераторная (ступенчатая) |
|||
|
дуговые |
||||
|
фасонные |
Конструктивные элементы протяжного инструмента:
- передний хвостовик;
- шейка;
- режущая часть;
- калибрующая часть;
- задняя направляющая;
- задний хвостовик.
Эксплуатационные параметры станочной оснастки:
- скорость резания (м/мин);
- подача (мм);
- глубина резания;
- толщина, ширина срезаемого слоя;
- углы зубьев (град.).
Что нужно предоставить из документов для того чтобы изготовить данный инструмент:
- машиностроительные чертежи (виды, разрезы, сечения);
- 3-D модели инструментов;
- схемы резания;
- спецификации;
- краткие описания;
- расчетно-пояснительные записки и т. д.
Виды протяжек:
- квадратные;
- шпоночные;
- круглые;
- шлицевые;
- секционные наружные;
- фасонные;
- шестигранные.
Важнейшие характеристики оснастки:
- максимальная величина срезаемого слоя металла;
- параметры зубьев: подъем, общее количество, их число одновременно работающих;
- длина: режущей части, калибрующей;
- сил резания;
- обрабатываемый материал;
- металл основы;
- длинна рабочего хода;
- осевое усилие;
- напряжение растяжения и др.
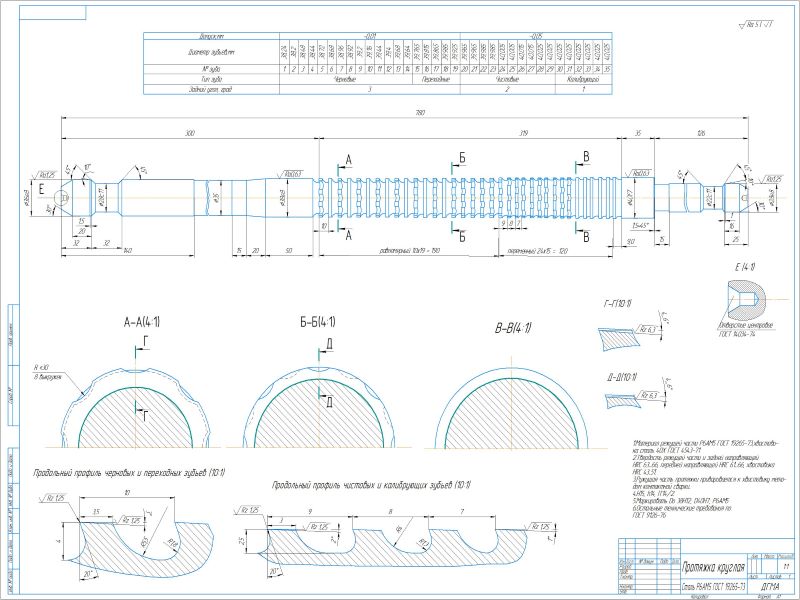
Чертеж конструкции круглой протяжки, А1, с продольным профилем черновых и переходных, чистовых и калибрующих зубьев, с параметрами зубьев:
- Материалом режущей части является Р6АМ5, хвостовика Сталь 40Х
- Режущая часть протяжки приваривается к хвостовику методом контактной сварки
Инструмент предназначен для обработки сквозных отверстий, выполняемой на горизонтально-протяжном станке типа 7Б56.
В конструкцию включен хвостовик, шейка, переходной конус, направляющая, режущая с зубьями, калибрующая и задняя направляющая части. Посредством передней направляющей части обеспечивается правильное вхождение режущих зубьев в протягиваемое отверстие. Для этой цели в ее начале сделан конус с углом 300.
Посредством хвостовика инструмент фиксируется в быстросменном автоматическом патроне станка. На режущей части расположено множество зубьев. С ее помощью обеспечивается снятие требуемого припуска с обрабатываемой поверхности. Задняя направляющая часть применяется для недопущения перекоса детали при выходе из нее последнего зуба. Форма и размеры калибрующей части повторяют параметры готового отверстия.
Параметры протягиваемой заготовки:
- Отверстие под протягивание диаметром 38+0,3 мм
- Припуск 1,7 мм
- Шероховатость поверхности 2,5 мкм
- Длина протягивания 50 мм
Характеристика станка:
- Тяговая сила 196200 Н
- Длина хода штока, макс 1600 мм
- Рабочие скорости в диапазоне 1,6 – 11,5 м/мин